


干货! MPP电力电缆保护管知识详解
发布日期:2020-03-16 作者: 点击:
干货! MPP电力电缆保护管知识详解
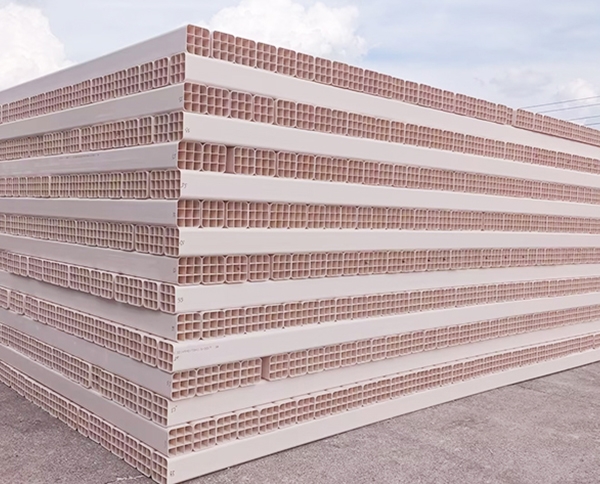
一、MPP电力管产品介绍:
MPP电力管采用改性聚丙烯为主要原材料,是不用大量挖泥、挖土及破坏路面,在道路、铁路、建筑物、河床下等特殊地段敷设管道、电缆等施工工程。贵州波纹管与传统的“挖槽埋管法”相比,非开挖电力管工程适应当前的环境保护要求,去除因传统施工所造成的尘土飞扬、交通阻塞等扰民因素,这一技术还可以在一些无法实施开挖作业的地区铺设管线,如古迹保护区、闹市区、农作物及农田保护区、高速公路、河流等。
抗高温、耐外压的特点,适用于10KV以上高压输电线电缆排管管材。110mm~中250mm,分为普通型和加强型。普通型适用于开挖铺设施工和非开挖穿越施工埋深小于4M的工程;加强型适用于非开挖穿越施工埋深大于4M的工程。
二、MPP电力管适用范围:
MPP电力管可广应用于市政、电信、电力、煤气、自来水、热力等管线工程。
MPP电力管城乡非开挖水平定向钻进电力排管工程,及明开挖电力排管工程。
MPP电力管城乡非开挖水平定向钻进下水排污排管工程。工业废水排放工程。
三、MPP电力管优越性
MPP电力管具有优良的电气绝缘性。
MPP电力管具有较高的热变形温度和低温冲击性能。
MPP电力管抗拉、抗压性能比HDPE高。
MPP电力管质轻、光滑、磨擦主力小、可热熔焊对接。
MPP电力管长期使用温度一5~70℃。
MPP管施工须知
MPP电力管管材运输、施工过程中严禁任意抛摔、撞击、刻划、曝晒。
MPP电力管热熔对接时两管轴线要对准,端面切削要垂直平整。
MPP电力管加工温度、时间、压力、视气候状况作相应调整。
MPP电力管管材小弯曲半径应≥75管外径。
四、MPP电力管物理性能
五、mpp管材施工安装规范
焊接施工规范
焊接前的准备
检查焊机的电源,液压油,加热板等是否满足焊接要求。
对铣刀和油泵开关等进行空车试运行。
将与管材规格一致的卡瓦装入机架。
设定加热板温度至焊接温度,一般的焊接温度在225℃,气温较低时,可适当提高5-10℃。在加热前,应用干净的软纸或布蘸酒精擦拭加热板表面,清洁其油污,杂物等,但应注意不要划伤PTFE(聚四氟乙烯)防粘层。

管材焊接
清除管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。
取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%、合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。
测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。
当加热板温度达到设定值后,放入机架,施加规定的压力,直到管材两端圆周出现翻边且小卷边达到规定高度。
将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。
吸热时间达到规定值后,退开活动架,取出加热板。然后合拢两管端。其切换时间应尽可能短,不能超过规定值。且合拢时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在焊接时,当对接完成后,应将其外层翻边去掉观察两对接端面之间熔融物料的多少。应保证两端面间有足够的熔融物料。如熔融物料过多,则适当增加合拢压力。反之,则适当减小合拢压力。
贵州波纹管将压力上升至规定值,保压冷却5分钟。自然冷却到常温后,卸压,松开卡瓦,取出管材,焊接完成。
(MPP顶管|MPP牵引管)焊接注意事项
焊接面管材错边不超过管材壁厚的10%。
气温低时,应适当提高加热温度和延长吸热时间。
加热压力应分阶段控制,加热时压力稍大,吸热时压力较小。
当环境温度低于﹣5℃或大风天气时,应有保温和防范措施。否则将严重影响焊接质量。
下雨天气不能进行管材焊接。
焊缝冷却时应自然冷却,采用强制冷却时,将影响管材焊接质量。
加热板表面及管端应经常用酒精清洁,确保加热板表面无油污和水,及杂质。加热板表面防粘层应不损伤,进行焊接前,应用干净的绵纱或抹布擦拭管材端面的水,杂质和泥土。应保持焊接管材端面清洁。
当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽完全蒸发为止,然后进行管材加热。
清洁管材端面时,应有人监督,以防管材合拢夹伤手。
操作人员应培训上岗。
管材壁厚低于6mm时,一般不采用热熔对接。否则难以保证管材焊接质量。
(本文内容来源于网络,如有侵权请联系删除)